冷镦模全套/硬质合金制模具/硬质合金加工/微细精密加工-東京鋲螺工機株式会社(简称TBK) 独自的超硬模具「Tokyo-ACE 」
冷镦模全套/硬质合金制模具/硬质合金加工/微细精密加工-東京鋲螺工機株式会社(简称TBK) 独自的超硬模具「Tokyo-ACE 」

本公司擅长的加工技术

点击上面可放大
微细・深孔加工
样品1 为直径0.18mm,深4mm的微细孔的硬质合金冷镦模具。
大多用于半导体导线成形用。
样品2 的最小孔直径0.1mm已达极限。关于0.1mm深孔加工难易度极高,大概达到1mm,但通常纵横比可以做到40-50。
认为本公司的微细・深孔加工技术能应用到微米世界的医疗,航空宇宙,半导体的精密部件领域里。

样品1

样品2
直径0.1mm,深1mm的孔用电火花成形机击穿。

样品3
下孔直径0.22mm,深10mm。
对孔整体进行研磨加工。
异形孔加工


细微的异形孔加工为本公司的擅长领域。
对于硬质合金进行微细异形孔加工时,必须给电火花成形加工机的电极进行复杂的加工。而且,需要用多个电极一点一点地进行加工。
电火花成形机的电极根据3DCAD/CAM制作的数据来驱使数控车床和4轴同步控制加工中心,可短时间完成加工。


样品4
鼠标移动到图片上点击可放大图片
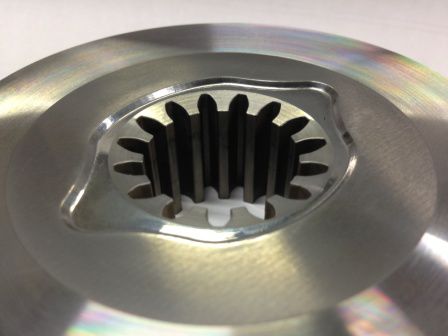
左图为扇状零件的成形模具。例如这类异形状对模具的负荷大,导致模具的寿命缩短,因此设计阶段设计了可替代的上nib构造。
L研磨加工(镜面加工)
")
样品5
")
样品6
样品5,6 为了更清楚地了解内部结构,特意把模具切开。由图可见本公司对极细微孔内部也可进行研磨加工达到镜面状态。
可以说研磨加工是模具的生命线,并且也是表现日本人擅长的精艺手工的领域。据说这个技术要达到熟练程度通常起码是需要5年。本公司为了传承这个技术从63岁到19岁广泛年龄层的技术人员每天磨练研磨技术。
但根据形状要高效率加工的话灵活活用机械才是重要的。
例如样品4 的复杂的异形孔,经技术员的手工加工需要时间和劳力,因此灵活运用流体研磨装置高效地完成镜面加工。
本公司单是研磨加工订单也可以。如有任何困难或需求,敬请相谈。
超精密加工

样品7
样品7为硬质合金制超精密凸模
因为对于尖端的一边20微米的正方形需要在严厉的面粗糙度的条件下加工,所以生产时经历了严峻的考验。
本公司根据客户的要求提案并且选择最合适的加工方法执行,解决顾客的难题。


样品8
样品8是材质SKH51,使用部(纵)长6.31mm,4分割nib形式的特殊形状模具。
右图为nib和夹具组合后的图片。
 样品9
样品9
鼠标移动到上边图片上点击可放大
样品9在材质NAK55,直径5.55±0.02毫米的半球面,通过自动换刀数控机床雕刻了5处R0.25±0.02,深度0.15±0.02的孔。

样品10
鼠标移动到上边图片上点击可放大

样品11
鼠标移动到上边图片上点击可放大
样品11 彻底是加工样品。
利用电火花线切割加工,分别加工成雌部和雄部。电火花线切割加工可加工到没有缝隙。
钛合金的精密加工

本公司也可做钛合金等的难削材质的精密加工。
本公司根据客户的要求提案并且选择最合适的加工方法执行,解决顾客的难题。