超硬直彫り加工/超硬金型/冷間鍛造金型の東京鋲螺工機 独自の超硬金型「Tokyo-ACE」
超硬直彫り加工/超硬金型/冷間鍛造金型の東京鋲螺工機 独自の超硬金型「Tokyo-ACE」



ワーク材料:超硬合金(G6程度)
使用加工機:微細精密加工機 IQ300による切削加工
下穴歯車部分はワイヤー放電加工
加工時間 :30数時間
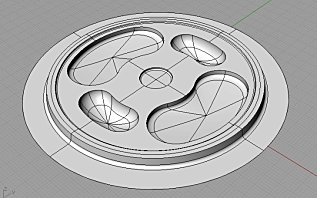
【特徴】直彫り、かつラップレスにより、微細加工部の精度向上
歯車型の下穴と15°テーパの繋ぎ目にR0.3のフィレットを直彫りにて施した。
従来の加工方法である放電加工の場合、放電後、磨きを行うことが必要なため、フィレットの形状を崩してしまいかねない。それを直彫り加工、で磨きを省略することにより、加工精度をそのまま100%製品に転写する事が可能となった。
また、サンプルは下穴以外を全て直彫り加工で行なったが、このような大きなサイズの形状加工の場合、通常の精度部分は形彫り放電加工でおこない高精度が要求されるような部分のみ直彫り加工でというような組み合わせも考えられよう。