

サンプルの特記点
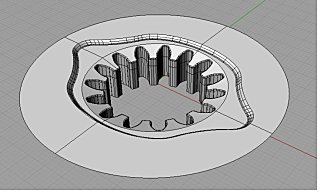
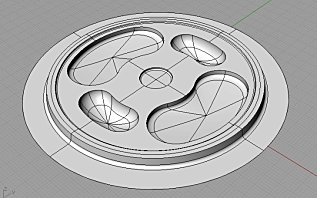
1.12個の彫り込み部直径の誤差は、±0.0011mm。
段差1.5000mmネライに対して1.4967mm。
(3.26μ誤差)
2種類の工具、それぞれ1本ずつ使用。
研削加工だけでは砥石の減りなどで、精度の安定化を図るのが難しい超精密形状を実現致しました。
2.ラップレスでの鏡面加工仕上げ
面粗さ(Ra)0.0314μm
3.大幅なコストダウンを達成
ランニングコストは従来製法と比べ、
1/10以下。

サンプルの特記点
1.12個の彫り込み部直径の誤差は、±0.0011mm。
段差1.5000mmネライに対して1.4967mm。
(3.26μ誤差)
2種類の工具、それぞれ1本ずつ使用。
研削加工だけでは砥石の減りなどで、精度の安定化を図るのが難しい超精密形状を実現致しました。
2.ラップレスでの鏡面加工仕上げ
面粗さ(Ra)0.0314μm
3.大幅なコストダウンを達成
ランニングコストは従来製法と比べ、
1/10以下。

{kind=link}