超硬直彫り加工/超硬金型/冷間鍛造金型の東京鋲螺工機 独自の超硬金型「Tokyo-ACE」
超硬直彫り加工/超硬金型/冷間鍛造金型の東京鋲螺工機 独自の超硬金型「Tokyo-ACE」


Tokyo-ACE 目次
当社は1961年創業。主に超硬合金製の冷間圧造金型、冷間鍛造金型、プレス金型を製造しています。
早くから超硬合金の秘めた可能性に目をつけ放電加工機を導入し金型材として利用してきました。以来、超硬合金への微細穴、異形、深穴加工、そして鏡面(ラップ)加工技術を磨いてきました。世界最小ネジ用金型(穴径0.24㎜)はその技術のあかしといえます。
そのため、放電加工技術の限界も熟知しています。放電加工は電極をあらかじめ製作し、放電エネルギーによって成形するため生産性が悪く、いつの日か新たな製法を開発したいと思ってきました。
長い年月を要しましたが、2011年、世界初? 超硬合金への直彫り、かつラップ工程を必要とせずマシーニングセンターで仕上げるという金型の量産化に成功するに至りました。
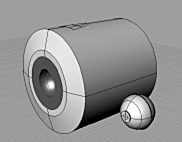
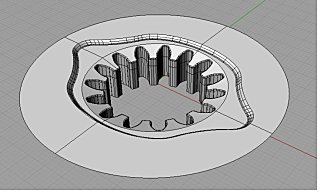
その後も量産可能金型を広げるべく研究を重ね、曲面形状、大径サイズ、深穴の量産化に成功し、ベアリング部品用金型等でもお客様のお役に立てるようになった。
右の写真のような大型サイズの金型も直彫りで製造しています。現在、電気接点用金型、リベット用金型をはじめ、様々な精密部品用の金型を400~600個/月製造しています。
」")
当社の金型技術は自ら歩みを止めない限り進歩すると信じています。材料に関する技術開発も重要課題です。
ゆえに現時点の超硬合金製金型を「Tokyo-ACE Ⅰ(第一世代)」と名付けることにしました。
Tokyo-ACE 1(第一世代)の特徴
- 寿命が長い 従来製法の1.5倍以上
- 納期が短い 従来製法の1/5程度
- 低コスト
- 高精度 μ精度の安定した品質
[金型製造方法]
【従来製法】 放電加工用電極製造 + 放電加工 + ラップ加工
【Tokyo-ACE】 マシーニング加工のみ
- マシーニングセンターでの切削による直彫り成形
- 表面をマシーニング加工で鏡面に仕上げ、ラップ加工省略
- マシーニングセンターを24Hr無人稼働し金型を量産
超硬合金加工用ダイヤモンド工具について
難削材を加工するダイヤモンド工具には、軸付砥石、DIAコーティング切削工具、焼結ダイヤモンド(PCD)工具・単焼結ダイヤモンド工具などがある。超硬合金を切削するにおいて、ワーク形状や目的、用途に合わせた使い分けが必要である。
当社では±0.005程度の寸法公差の超硬合金製金型を直彫りする際、基本的には、軸付砥石は荒取り加工、DIAコーティング切削工具は中仕上げ加工、焼結ダイヤモンド工具は仕上げ加工という使い分けをしている。
その理由は、軸付砥石は工具寸法の維持から仕上げ用の工具としてはやや扱いにくいと判断したためである。DIAコーティング切削工具は加工条件によって鏡面に近い面粗さを得ることができるものの工具寿命やコーティング独特の品質上のムラ等から仕上げ工具としては難しいと考えている。その点、焼結ダイヤモンド工具は比較的寸法管理、鏡面性において安定的に使用できることから仕上げ工具として位置づけている。