Our Specialty of Processing Technology

Click above then you can zoom it up
Micro Hole and Deep Hole Processing
Sample 1 is the WC-Co (Carbide) heading die for the cold heading processing with 0.18mm in diameter and 4mm in depth. We recognize that the die was for forming of semiconductor lead pin.
As for the smallest diameter, 0.1mm is a limit. In case of 0.1mm diameter, the deep hole is to approximately 1mm indeed strictly, but production is usually possible to aspect ratio 40 to 50 times.
We are confident that we can apply our such micro deep hole processing technology to the product field such as a medical related where charging in the micro-world and an aerospace and a semiconductor-related precision component etc.

Sample 1

Sample 2
0.1mm in diameter and 1mm in depth by
the sinker electric discharge machining

Sample 3
core hole for 0.22mm in diameter and 10mm in depth with the lapping processing on the entire hole.
Heteromorphic Hole Processing


The micro heteromorphic hole processing is one of our specialty area.
In order to do above processing, we need to do the complex process to the microscopic electrode for the sinker electric discharge machining. Additionally in some cases, we may need to work up its processing by using multiple electrodes.
Our company makes its processing in a short amount of time based on the data of 3D CAD-CAM those were developed from the electrode for the sinker electric discharge machining by making full use of the machining center.


Sample 4
Move cursor to the photograph,then you can zoom it up.
Lap Processing (Mirror Surface Processing)
")
Sample 5
")
Sample 6
Sample 5.6 are divided the heading dies into two to show what kind of processing is made in the inside of hole. Even in a micro hole, we can make a mirror surface finish on the hole inside by lapping process.
The lap processing is a essential factor of the dies and on that area, the Japanese handicraft is valuable. They say it takes five years at least to wearing the techniques to master. In our company, our employees from 63 years old down to 19 years old are working deligently to improve and carry their essential skills to the next generation every day.
Depending on the shape of product, It is important to pursuite of efficiency ow we utilize a machine.
In the case of complex heteromorphic hole like sample ④, it would take some processing time and effort even though by the craftman. Then we would utilize semi-fluid polisher in a mirror surface condition effectively.
We would be delighted to accept the request even for lapping process only. If you have any problems, please feel free to contact us.
Super Precision Processing

Sample 7
Sample 7 is the punch forming the shape that put a micro pyramid of king Khufu on the pinpoint of the WC-Co (Carbide)
The one side of tip had a square of 20μ and we had led a hard time to ensure the customers sever demand for the degree of roughness to that tip.
We would suggest toward the various demands of the customers and choose the most suitable processing method to you.


Sample 8
The material of Sample 8 is SKH51, used portion is 6.31mm in length,
The type of die is a special shape of divided into four nib.
The right side photograph is after a nib and fixed tool was assembled.
 Sample 9
Sample 9
Move the cursor to the top photograph,
then you can zoom it up.
The material of Sample 9 is NAK55. It is carved five holes of R0.25 ±0.02mm in diameter, 0.15± in depth on the hemisphere faceof 5.55 ±0.02mm in diameter by machining processing.

Sample 10
Move the cursor to the top photograph,
then you can zoom it up.

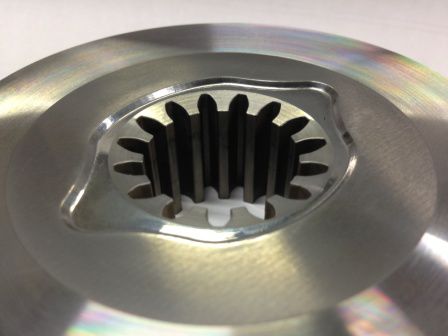
Sample 11
Move the cursor to the top photograph,
then you can zoom it up.
Sample 11 is a processing sample only.
By the wire cut electric discharge machining, It was processed a female part and a male part separately.
The wire cutting could finish up in this way to the teeth.
Super Precision Processing to Titanium Alloy and Iridium

We are performing the super precision processing to the difficulty cut materials such as titanium alloy and iridium.
We would propose the solution to various demands of the customers and choose the most suitable processing method to the customers.